Případová studie odvzdušnění č.1: Hlavice radiátoru
Případová studie odvzdušnění č.1: Hlavice radiátoru
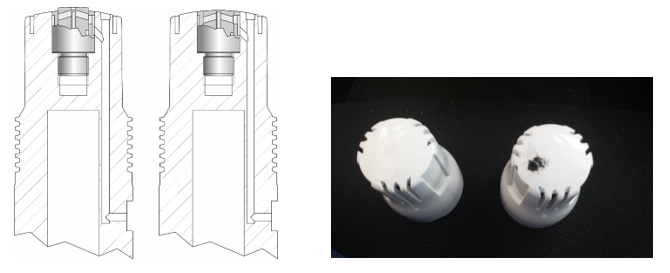
Hlavici radiátoru bylo kvůli estetickým požadavkům nutné vstřikovat do strany. Vzhledem k průběhu plnění ovšem u tohoto výstřiku vzniká problém s uzavřeným vzduchem v horní (pohledové) části výstřiku. Tento vzduch, který je velmi obtížné odvést standardní cestou, vytváří na povrchu dílu spálená místa. Speciálně navržený ventil SGD zajistil optimální odvzdušnění dutiny a umožnil dosáhnout stabilně vysoké kvality výroby při vynikající době cyklu.
Parametry vstřikování bez ventilu SGD
- Vstřikovaný materiál: ABS
- Parametry vstřikování od 0 do 90% naplnění dílu:
- Rychlost: 9 %
- Tlak: 50%
- Parametry vstřikování od 90 do 100% naplnění dílu:
- Rychlost: 10%
- Tlak: 100%
- Dotlak: 100%
- Doba plnění: 12 vteřin
- 100% zmetkovitost: stopy spálení a současně studené spoje (rychlost vstřikování je příliš malá a přesto dochází k diesel efektu)
Parametry vstřikování s ventilem SGD
- Vstřikovaný materiál: ABS
- Parametry vstřikování:
- Rychlost: 60% (nedochází ke vzniku stop spálenin 80%)
- Tlak: 60%
- Dotlak: 80%
- Doba plnění: 1,6 - 1,9 vteřiny
- 100% vyhovující díly
Shrnutí:
Po aplikaci odvzdušňovacího ventilu SGD se doba plnění zkrátila z 12 vteřin na 1,9 vteřiny, tedy o zajímavých 84 %. Navíc přestalo docházet k diesel efektu a začaly vznikat kvalitní díly.
Počet kvalitních dílů PO zásahu - 100%

