






MÁME ŘEŠENÍ



DĚKUJEME ZA DŮVĚRU

„Již v několika případech nám zařízení pomohlo před zalitím vstřikovacího válce. Po půl roce provozu jsme spokojeni.“

"Důvod nákupu byla vysoká materiálová odolnost a snadná údržba a čištění. S výrobkem jsme spokojeni.“

"Software PICAT II využíváme pravidelně ke školení a testování seřizovačů a technologů.Systém je pro naši společnost velmi dobrá pomůcka pro zvyšování zkušeností seřizovačů.“

"Plátovačku používáme nejčastěji na rychlé malé opravy. Forma se kolikrát nemusí ani rozebírat a jde hned zpátky do výroby. Dají se opravovat průměry děr na vyhazovače, místa, kam se nedá navařit laserem, věci, na které nemáme elektrody na hloubení, vymačkané dělící roviny forem, hrany dutin. Také podvařujeme jádra. Plátovačka je ideální na dobu, kdy zde nejsou technologie: víkendy, noční. Celkově se dá říci, že se investice vyplatila a zařízení lze doporučit."

"Velký rozsah nastavení a funkcí, přitom vše přehledné a jednoduché. Výhodou je rychlost opravy a soběstačnost naší nástrojárny."

"Po zaškolení pracovníků jsme začali zařízení používat pro veškeré navařování tvarových částí forem pro vstřikování plastu, lití hliníku a zinku. Zařízení je jednoduché na ovládání a funguje k naší spokojenosti."
"Skluz, který jsme si u Vás objednali, splnil naše očekávání. Výlisky jsou při dopadu na skluz tlumeny a poté soustředěny do bedýnky s ostatními kusy. Navíc nepadají takovou rychlostí a nedochází k jejich poškození, což významně snížilo množství vyřazovaných kusů."
Po zralé úvaze se vedení firmy rozhodlo zakoupit CDC čisticí jednotku od firmy JAN SVOBODA s.r.o. Pro hovořila jednoduchá konstrukce, snadná manipulace a údržba a v neposlední řadě samozřejmě i cena přístroje. Přístroj jsme zakoupili v květnu 2018, používáme ho již téměř tři roky. Za všechny situace, ve kterých nám vyčištění přístroje velice pomohlo, mohu jmenovat například silnostěnný výlisek plněný nadouvadlem; zde byly dlouhodobé problémy s deformacemi, které po vyčištění chladicích okruhů zcela vymizely.
Závěrem mohu říci, že investice do CDC jednotky se nám mnohonásobně vrátila v nižší zmetkovitosti.

"Zařízení je naprosto bez údržbové a nemáme žádné problémy s úniky procesní kapaliny. Lze jej vřele doporučit pro aplikace, kde potřebujete redukovat průtoky v jednotlivých obvodech či je měřit."

"Velmi přesné a precizní navařování, v mém případě hlavně hliníku a hliníkových slitin. Oproti standardnímu TIGu dokáže TTW900 udržet i ostré hrany. S produktem jsem velmi spokojen."

„Výborný pomocník při skladování vstřikovacích nástrojů a jejich oprav. Díky magnetu drží na formě přesně tam, kde potřebujete. Rychlé, bezpečné, čisté a elegantní řešení.
V rámci 5S srdíčko každého manažera zaplesá  "
"

„Hodně nám pomáhá internetový katalog rámů forem. Možnost výběru potřebné sestavy s možností přenosu do solidworksu je velice užitečná a ušetří hodně času. Dodané díly jsou vždy v dobré kvalitě a je na ně spolehnutí po stránce přesnosti i kvality materiálu.“
„S panem ing. Svobodou a jeho firmou spolupracujeme více než 25 let. Nakupujeme kompletní rámy pro vstřikovací formy TVMP a příslušné normálie [...]. Také dostáváme průběžné informace o novinkách a možnostech využití normálií při konstrukci vstřikovacích forem. Dodané díly jsou vždy v dobré kvalitě a je na ně spolehnutí po stránce přesnosti i kvality materiálu.“

"CPC jednotka umožňuje ovládání hydraulických jader a uzavíratelných trysek přímo na pracovním stole v nástrojárně. Díky zakoupení a používání jsme původně náročné opravy zredukovali na minimum."
"Díky přístroji dokážeme okamžitě řešit rozsáhlé opravy na našich formách (oprava tvarů vložek, zvyšování/zostřování omačkaných dělicích rovin a podobně). Navíc je obsluha zařízení velice jednoduchá a nevyžaduje svářečský průkaz, takže ji může dělat opravdu kdokoliv."
"Díky přístroji dokážeme interně vyřešit rozsáhlé opravy na našich formách (oprava tvarů, vložek, opravy i opravdu jemných nerovností) s vysokou přesností, a to i díky rozšíření přístroje o mikroskop. TTW900 umožňuje provádět jak ty nejjemnější práce, tak i klasické tvarové opravy. Navíc je obsluha zařízení velice jednoduchá a nevyžaduje svářečský průkaz, takže ji může dělat opravdu kdokoliv."
"Stroj používáme primárně pro kontrolu průtoků na formách. V rámci údržeb dokážeme předejít špatné rozborce/sborce formy (úniky kapaliny), kdy si ušetříme nutnost přehozu a prostoje strojů. Navíc v případě jemných netěsností dokážeme reagovat okamžitě a problém řešit již v jeho počátku.

"Jednotka CDC na čistění chladicích okruhů poskytuje 100% jistotu kvalitního chlazení forem a stabilního výrobního procesu."
"Jednotka CPR poskytuje 100% kontrolu těsnosti a průtoku chladicích okruhů."

"Oceňujeme kvalitu, rychlost dodání i cenu."
"Oceňujeme kvalitu, rychlost dodání i cenu."

"Navařovačka nám přinesla značnou úsporu času. Doposud se všechno navařování řešilo u dodavatele, který používá laserovou navařovačku. Díky tomu, že je zařízení přenosné, lze provádět jednodušší opravy přímo ve stroji."

"Zaznamenali jsme výrazné zlepšení co se týče odvodu vzduchu. Instalace byla provedena dodavatelem."

"Mezi výhody bezpečnostních podložek RHF patří úspora místa (není nutné používat dřevěné proklady), dodržení principů 5S a jednoduchá manipulace."

„Od instalace detekce taveniny jsme neměli zastříknutou nástřikovou jednotku. Zapojení bylo provedeno dodavatelem. Zařízení je jednoduché na ovládání a jsme s ním velice spokojeni.“

„Magnetické stojánky RHINO nám pomáhají se skladováním a v průběhu provádění oprav postupových lisovacích nástrojů ve výrobních prostorech. Je to čisté a jednoduché řešení, které nahrazuje dřevěné Europalety.“

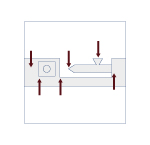
„Záclonky MS30 30×60 cm nám snižují zmetkovitost při výrobě, kdy díly „střílely“ na chassis stroje.“

"Jednotka CDC umožňuje jednoduché a efektivní čištění chladicích okruhů. Zařízení vyniká svou účinností a jednoduchostí na obsluhu i údržbu."

"Produkt zamezuje vypadávání výrobků mimo určený prostor. Výhodou je výrazné snížení počtu reklamací."

"HelixPin nám napomohl ke zvýšení kvality odlitku, v závislosti na jeho struktuře. Při využití Helixu je vždy zapotřebí důkladně zvážit celkovou konstrukci a velikost odlitku. Těšíme se na další spolupráci!"

"HelixPin napomohl k výbornému odvzdušnění dutiny tvarů, kde bylo mnoho žeber vedle sebe. Vzhledem ke složitosti tvarů by jinak nebylo možné vzduch z dutiny odvést. Výhodou a časovou úsporou je řešení délek přesně na míru."
"Díky navařovačce TTW900 mohu zákazníkům nabídnout komplexní služby v oblasti vstřikovacích forem, kdy jako firma nabízíme jak konstrukci a výrobu celku s montáží, tak nyní i opravy a modifikace, aniž bychom museli navařování z 90 % zadávat externě."
"Horké trysky Thermoplay bez problémů naplnily dutiny tvarů. Pro rozmístění trysek, byla nejprve provedena důkladná analýza a dle této skutečnosti byly trysky následně instalovány do našich forem. Vše vedlo k naprosté spokojenosti a nebylo zapotřebí žádné jiné ladění forem.
Tyto produkty vnímám jako obrovské PLUS pro formy i pro nástrojárnu, kde se nemusí vymýšlet složitá a drahá řešení, jak zlepšit kvalitu výlisku - s pomocí trysek Thermoplay formy fungují na první pokus."

"Čištění chladicích okruhů je jednodušší a výrazně rychlejší. Zařízení je jednoduché na údržbu i provoz. Čištění CDC jednotkou bylo zaneseno i do plánu údržby nástrojů, čímž byla zlepšena stabilita procesu. Dále jsme zaznamenali snížení zmetkovitosti a reklamací na deformace. Doporučuji s CDC jednotkou používat jednotku CPR s měřičem průtoku Tracer."
"Horký systém Thermoplay, dodaný firmou JAN SVOBODA, bez chyby vydržel 18 000 000 cyklů (materiál PC se zhášedlem v nejvyšší třídě V0), zatímco HS od jiného dodavatele nevydržely více než 500 000 cyklů.
Vysoká kvalita a bezproblémový provoz horkých systémů Thermoplay z nich jednoznačně dělají první a jedinou volbu do našich forem."

"Produkty Thermoplay, dodávané firmou JAN SVOBODA s. r. o., se vyznačují vynikajícím technickým řešením, přesností, spolehlivostí a dlouhodobou životností. Citlivě reagují na změnu technologických parametrů, a to díky unikátní konstrukci topných těles, volbě materiálů a umístění čidel. Během naší spolupráce jsme aplikovali jak singl trysky, tak i mnohonásobné systémy, se vtokem bodovým či otevřeným, nebo uzavíratelnými tryskami. Úspěšně jsme vyřešili i tzv. 2K projekt. O spolehlivosti a dlouhé životnosti se přesvědčujeme každodenně, protože horké systémy používáme nejen v projektech zákazníků, ale i v naší vlastní lisovně."








(Nejen) psychopatické formy a biodegradabilní plasty: Ohlédnutí za konferencí FORMY a PLASTY 2023
Letošní 12. ročník mezinárodní konference FORMY a PLASTY, který proběhl již tradičně v příjemných a moderně vybavených přednáškových prostorách hotelu Maximus Resort na brněnské přehradě, se nadmíru vydařil; podle slov účastníků dokonce překonal všechny předešlé ročníky.
